机械式
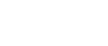
RM11
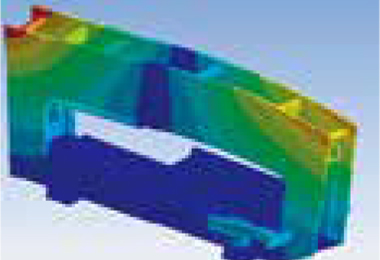
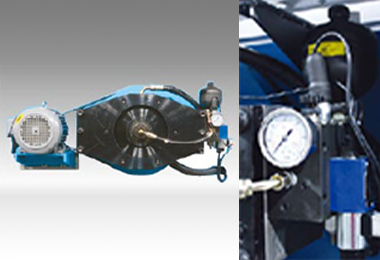
RM系列是承袭台励福R系列机种的高可靠性与高耐用性的特色,下刀盘的新设计,有效提高模具同心度稳定性与其使用寿命。高集成式组装,大大缩小油压单元与整个机台的占地面积。再者,紧凑型油压系统与分区式空压回路,亦是节能考量下的新设计。对於新创新或厂区空间局限的工厂,RM系列是理想的选择。


规格表
| 项目 | 单位 | RM11 | RM11-S |
|---|---|---|---|
| 冲压吨数 | 公吨 | 20 | 20 |
| X轴行程 | mm | 1250±10 | 1250±10 |
| Y轴行程 | mm | 1250±10 | 1250±10 |
| 最大加工板件尺寸 | mm | 1250*2500 | 1250*2500 |
| 最大加工板件厚度 | mm | 6.35 | 6.35 |
| 板件最大重量 | kg | 110 | 110 |
| X轴最大移动速度 | 米/分钟 | 70 | 70 |
| Y轴最大移动速度 | 米/分钟 | 60 | 65 |
| 最大移动速度 | 米/分钟 | 92 | 95.5 |
| 最大冲孔速度( 孔距25mm) | 下/分钟 | 210 | 200 |
| 蚕食速度 | 下/分钟 | 350 | 350 |
| 刀具型式 | 长刀 | 长刀 | |
| 冲孔最大孔径 | mm | 88.9 | 88.9 |
| 刀站总数 | 支 | 34 | 34 |
| 自动转刀 | 支/型式 | 2B | 2B |
| 刀盘转速 | rpm | 30 | 30 |
| 自动转刀转速 | rpm | 50 | 50 |
| 冲锤行程 | mm | 32 | 32 |
| 工作台型式 | 刷毛 | 刷毛 | |
| 上升滚珠 | 选配 | 选配 | |
| 夹爪 | 支 | 2 | 2 |
| 电力供应 | KVA | 15 | 15 |
| 空气供应 | NL/min | 250 | 250 |
| 油箱容量 | 公升 | 85 | 85 |
| 压缩空气供应 | Bar | 5 | 5 |
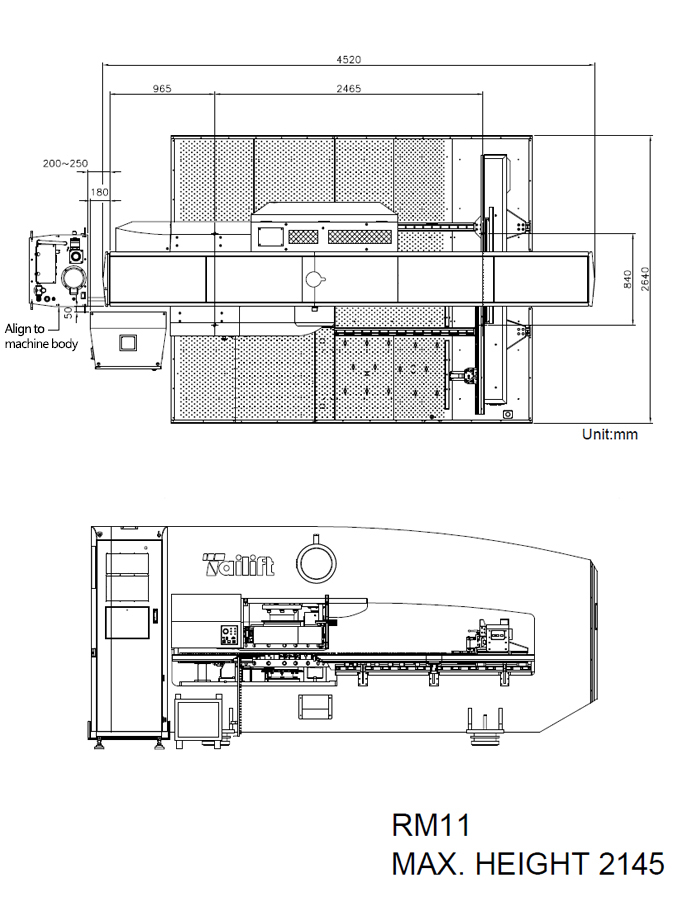
| 机器(长*宽*高) | mm | 4520*2640*2145 | 4520*2640*2145 |
| 机器概重 | kg | 11000 | 11000 |
| 分离式电控箱尺寸 | mm | 700*525*1880 | 700*525*1880 |
| CNC控制器 | FANUC Oi-PF | Siemens 802d sl G/N pro | |
| 可控制轴数 | 轴 | 4 | 4 |
| 记忆容量 | KB | 512 | 3060 |
| 传输界面 | RS232/RJ45/PCMCIA | RS232+RJ45+USB | |
| 定位精准 | mm | ±0.1 | ±0.1 |
- 产品规格若有变动,恕不另行通知。
- X / Y 轴的加减速度依工件的重量而定。
- 冲孔速度依不同的加工条件丶冲锤行程丶加速度及轴的速度而定。