機械式
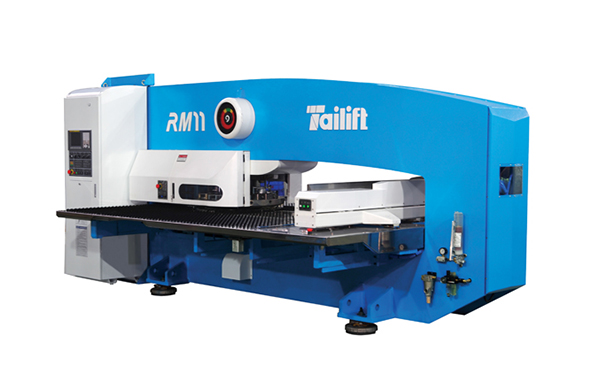
RM11
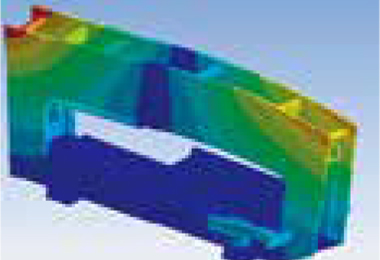
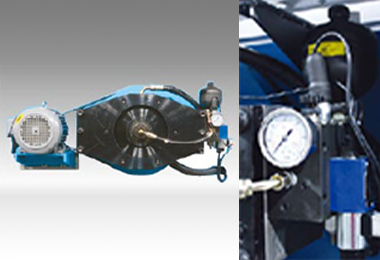
RM系列是承襲台勵福R系列機種的高可靠性與高耐用性的特色,下刀盤的新設計,有效提高模具同心度穩定性與其使用壽命。高集成式組裝,大大縮小油壓單元與整個機臺的佔地面積。再者,緊湊型油壓系統與分區式空壓迴路,亦是節能考量下的新設計。對於新創新或廠區空間侷限的工廠,RM系列是理想的選擇。


規格表
| 項目 | 單位 | RM11 | RM11-S |
|---|---|---|---|
| 沖壓噸數 | 公噸 | 20 | 20 |
| X軸行程 | mm | 1250±10 | 1250±10 |
| Y軸行程 | mm | 1250±10 | 1250±10 |
| 最大加工板件尺寸 | mm | 1250*2500 | 1250*2500 |
| 最大加工板件厚度 | mm | 6.35 | 6.35 |
| 板件最大重量 | kg | 110 | 110 |
| X軸最大移動速度 | 米/分鐘 | 70 | 70 |
| Y軸最大移動速度 | 米/分鐘 | 60 | 65 |
| 最大移動速度 | 米/分鐘 | 92 | 95.5 |
| 最大沖孔速度( 孔距25mm) | 下/分鐘 | 210 | 200 |
| 蠶食速度 | 下/分鐘 | 350 | 350 |
| 刀具型式 | 長刀 | 長刀 | |
| 沖孔最大孔徑 | mm | 88.9 | 88.9 |
| 刀站總數 | 支 | 34 | 34 |
| 自動轉刀 | 支/型式 | 2B | 2B |
| 刀盤轉速 | rpm | 30 | 30 |
| 自動轉刀轉速 | rpm | 50 | 50 |
| 沖錘行程 | mm | 32 | 32 |
| 工作檯型式 | 刷毛 | 刷毛 | |
| 上升滾珠 | 選配 | 選配 | |
| 夾爪 | 支 | 2 | 2 |
| 電力供應 | KVA | 15 | 15 |
| 空氣供應 | NL/min | 250 | 250 |
| 油箱容量 | 公升 | 85 | 85 |
| 壓縮空氣供應 | Bar | 5 | 5 |
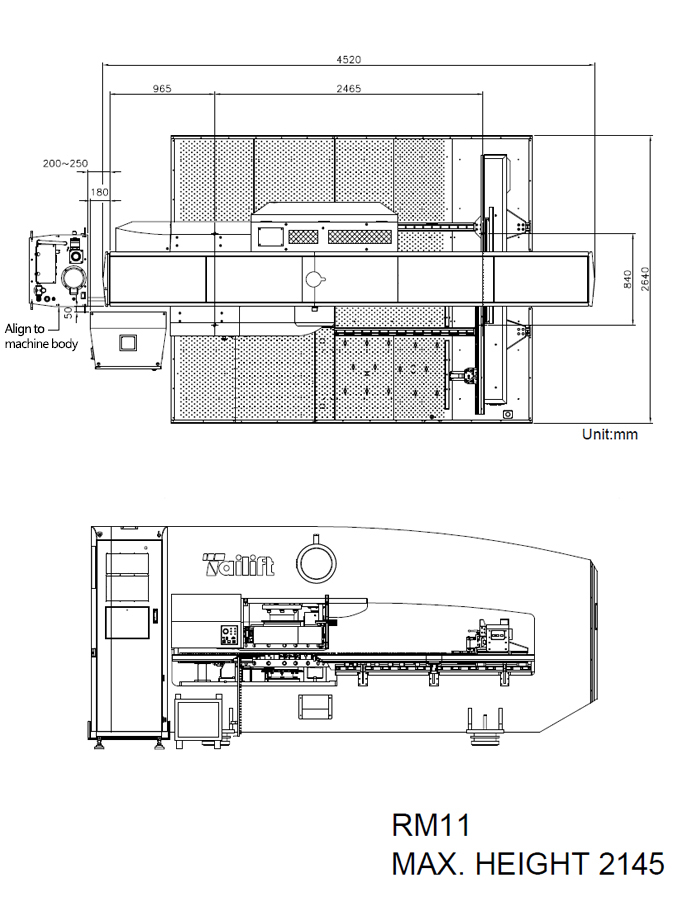
| 機器(長*寬*高) | mm | 4520*2640*2145 | 4520*2640*2145 |
| 機器概重 | kg | 11000 | 11000 |
| 分離式電控箱尺寸 | mm | 700*525*1880 | 700*525*1880 |
| CNC控制器 | FANUC Oi-PF | Siemens 802d sl G/N pro | |
| 可控制軸數 | 軸 | 4 | 4 |
| 記憶容量 | KB | 512 | 3060 |
| 傳輸界面 | RS232/RJ45/PCMCIA | RS232C+RJ45+USB | |
| 定位精準 | mm | ±0.1 | ±0.1 |
- 產品規格若有變動,恕不另行通知。
- X / Y 軸的加減速度依工件的重量而定。
- 沖孔速度依不同的加工條件、沖錘行程、加速度及軸的速度而定。