產品特性
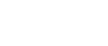
AC 伺服數控系統
LS29 採用的是高階AC伺服馬達,單伺服加曲柄連桿組件,無飛輪蓄能,具有較高的精準度、低噪音環境影響。在沖壓過程中的平均總耗電量是一般油壓機型的一半及無液壓油耗和環保問題。行程及速度可依程式設定達到最佳加工模式,這每年可以節省使用者的消耗成本。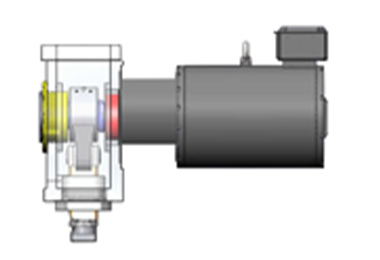
O 型龍門型架構
高剛性、高穩定性O 型龍門型架構設計。機體結構經“有限元素分析”,以模擬機器之應力/應變情況,達到最佳化的結構設計。
高強度鋼材結構機體結構採用高強度鋼材焊接而成。加工前再經過高強度張力測試、正常化處理、震動應力消除,以確保機器之組裝精度。
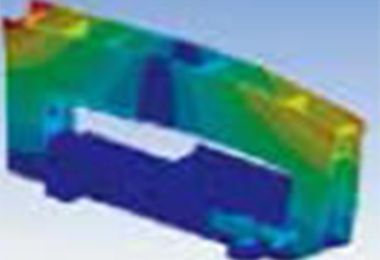
Transient State Analysis
Static Analysis

Model Analysis
Transient State Analysis