油壓式
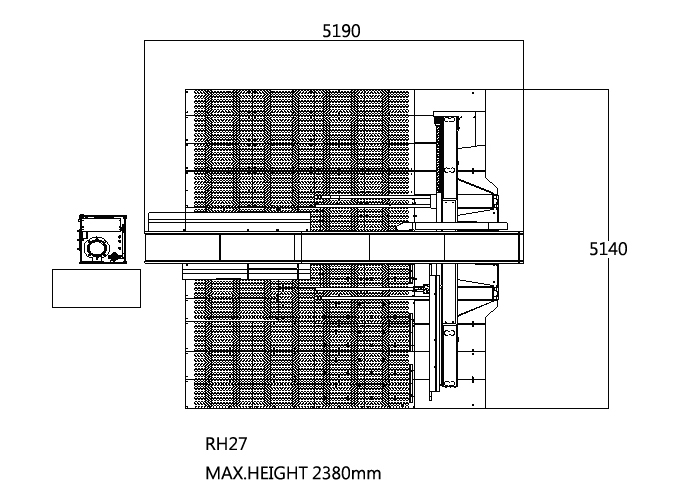
RH27
採用德國H+L高階油壓系統的RH27是承襲台勵福油壓系列的高可靠性及耐用性口碑,改良的新一代加工設備,能提供更大的沖壓噸數彈性,有利於沖壓較厚的鈑件。 具有沖孔與攻牙(選配)等多工性能,大幅減少無效率工時的等待,顯著提升鈑件加工效率。再者,本機臺擁有節能、高精度與快速完成工件的特性,加上高集成的組裝結構,有效降低日後的維護成本,是鈑金加工工廠的最佳選擇。
規格表
| 項目 | 單位 | RH27 |
|---|---|---|
| 沖壓噸數 | 公噸 | 30 |
| X 軸行程 | 公厘 | 2490±10 |
| Y 軸行程 | 公厘 | 1525±10 |
| 最大加工板件尺寸 | 公厘 | 1525×4980 |
| 最大加工板件厚度 | 公厘 | 6.35 |
| 最大工件重量 | 公斤 | 110 |
| X 軸最大移動速度 | 米/分鐘 | 80 |
| Y 軸最大移動速度 | 米/分鐘 | 70 |
| 最大移動速度 | 米/分鐘 | 105 |
| 最大沖孔速度(孔距 25mm) | 下/分鐘 | 250 |
| 蠶食速度(沖頭行程4mm, 孔距1mm) | 下/分鐘 | 360 |
| 刀具型式 | 長型 | |
| 沖孔最大孔徑 | 公厘 | 88.9 |
| 刀站總數 | 34 | |
| 自動轉刀刀站數 | 支(型式) | 2(B) |
| 刀盤轉數 | 轉/分鐘 | 30 |
| 自動轉刀轉數 | 轉/分鐘 | 50 |
| 沖錘行程 | 公厘 | 0-31 |
| 工作台型式 | 滾珠+刷毛 | |
| 夾爪數 | 支 | 3 |
| 電力供應 | KVA | 26 |
| 氣壓供應 | NL/min | 250 |
| 氣壓壓力 | bar | 5 |
| 油箱容量 | 公升 | 180 |
| 分離式電控箱尺寸 | 公厘 | 1100*535*1980 |
| 可控制軸數 | 軸 | 4 |
| RAM記憶容量 | KB | 512 |
| 傳輸介面 | RS232 / RJ45 / PCMCIA | |
| 定位精準 | 公厘 | ±0.1 |
- 產品規格若有變動,恕不另行通知。
- X / Y 軸的加減速度依工件的重量而定。
- 沖孔速度依不同的加工條件、沖錘行程、加速度及軸的速度而定。
- RH27行程5mm,pitch=1mm;RH27 PLUS行程4mm,pitch=1mm
- RH27行程S=5mm,孔距 25mm;RH27 PLUS行程S=4mm,孔距 25mm